4.1 Hypervision

Figure 172 : icône suivi hypervision
4.1.1 Fonctionnalités accessibles
Une fois le référentiel complet, l'usage courant du module TRS se fait par l'Hypervision. Il y a autant de pages Hypervision que de lignes de production. Dans notre exemple, nous avons une seule ligne nommée "Ligne Bouteille".
L'accès à l'Hypervision via le menu suivant :
Figure 173 : menu Suivi des hypervisions
- Clic Lina Gestion > Piloter > Suivi des hypervisions.
La page Hypervision "Ligne Bouteille" est accessible depuis le menu Hypervision suivant :

Figure 174 : menu Hypervision Ligne Bouteille
- Clic 4e menu TRS > Ligne Bouteille. ⚠ Attention : sous 🏠,
le menu Ligne Bouteille n'est pas verticalement aligné avec TRS sur fond bleu différent de Mesure.
Lorsque le fond d’écran est vert, cela signifie que la ligne est en fonctionnement normal, c’est-à-dire que la production est en cours :
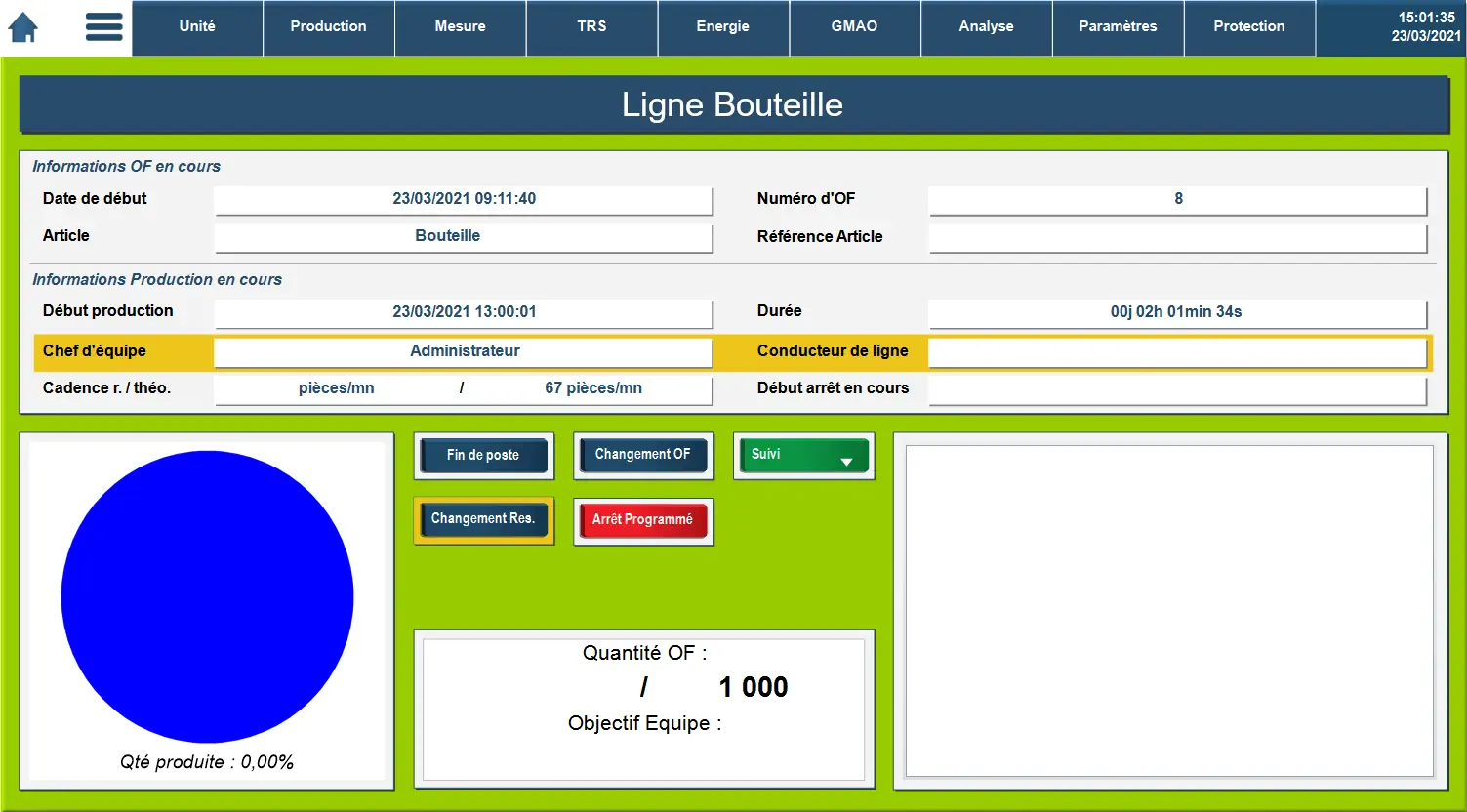
Figure 175 : Ligne en fonctionnement normal
Lorsque la ligne est à l'arrêt, le fond de l'écran est alors rouge :
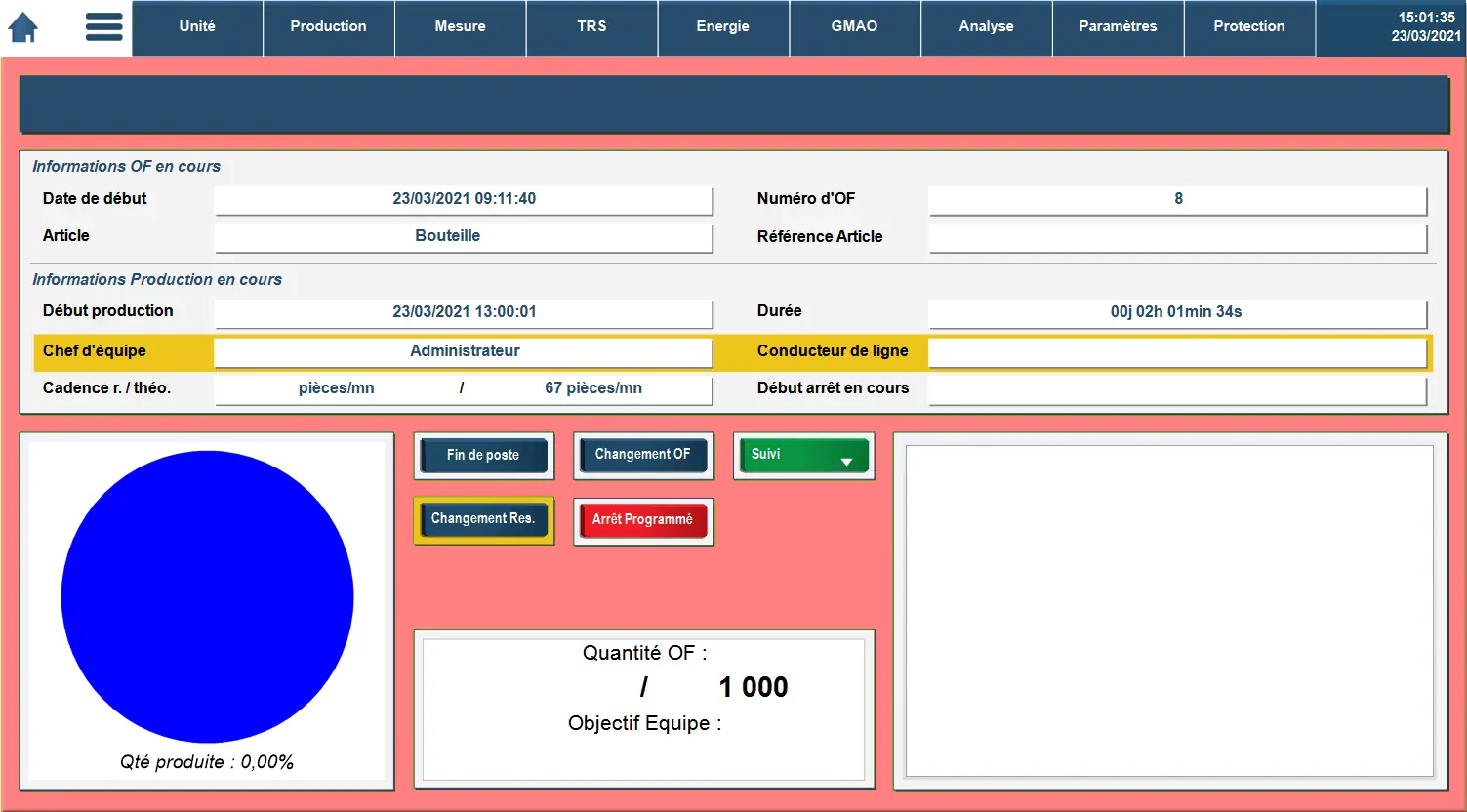
Figure 176 : Ligne Bouteille à l'arrêt
Lorsque la ligne est en production mais qu'elle présente des arrêts non validés, elle est alors beige :
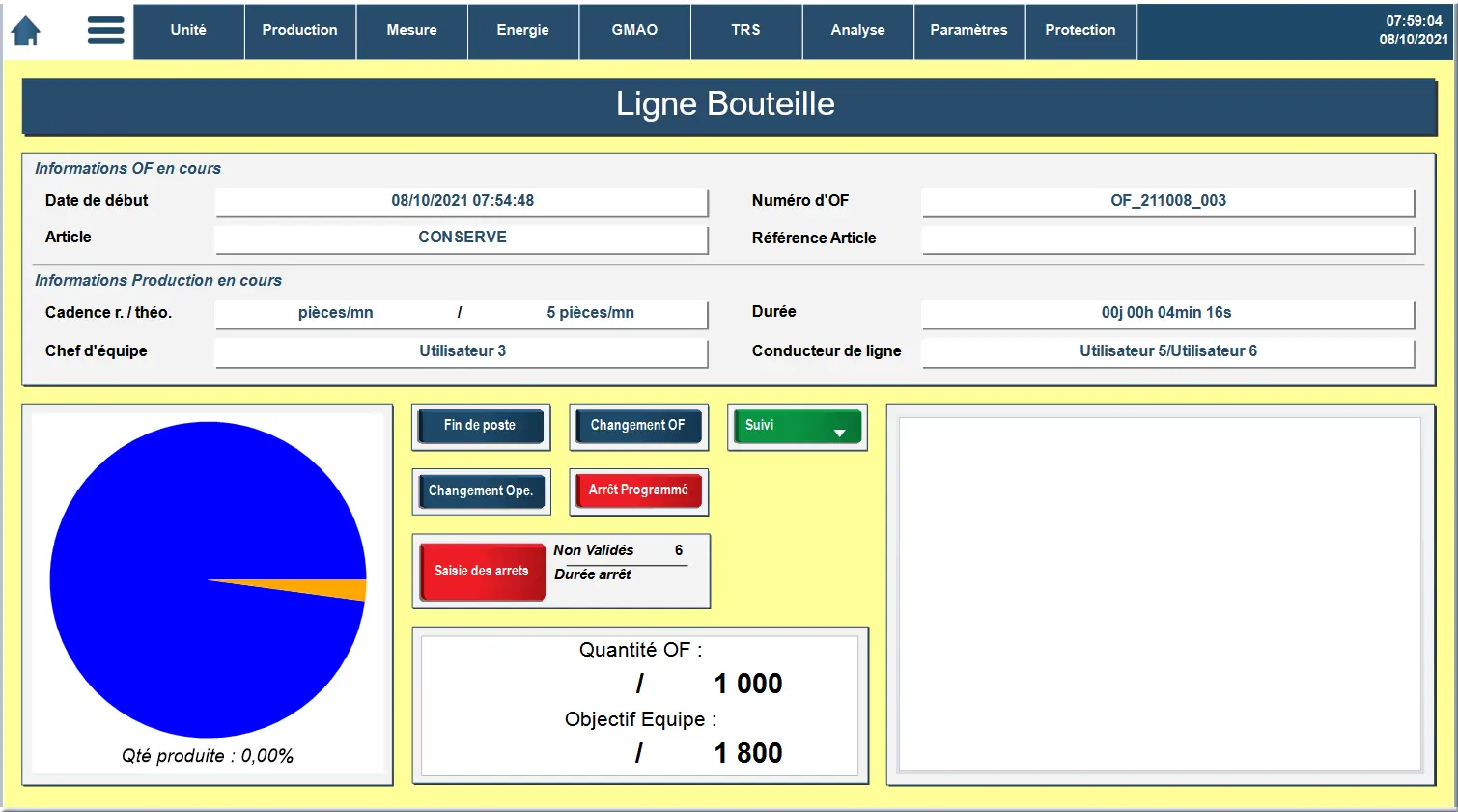
Figure 177 : Prod en cours avec arrêt non validé
La page Hypervision se découpe en deux parties
- Un 1er bloc présente les informations sur l'OF et la production en cours sur la Ligne Bouteille :
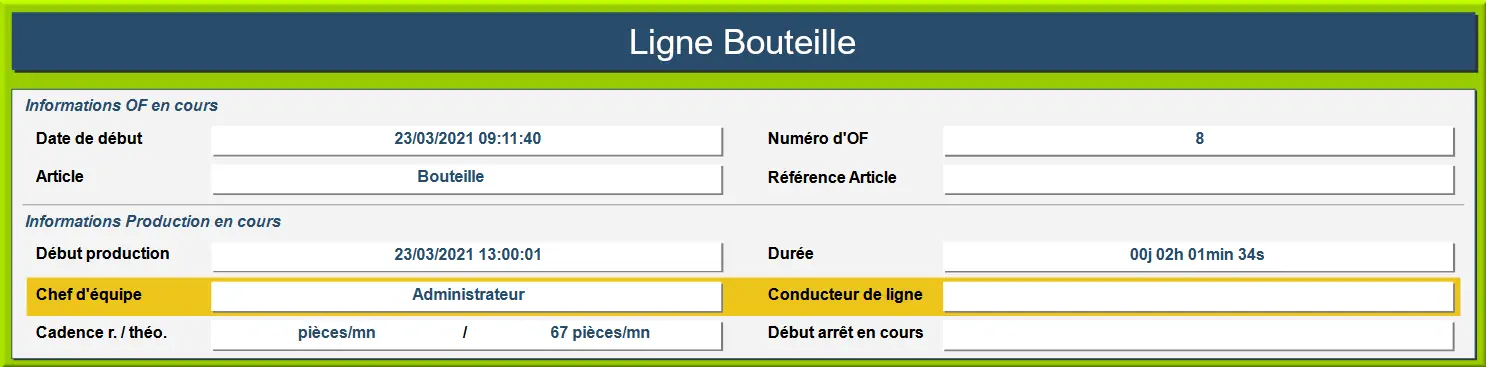
Figure 178 : Info sur OF et production en cours
- Un 2e bloc présente des statistiques et diverses actions
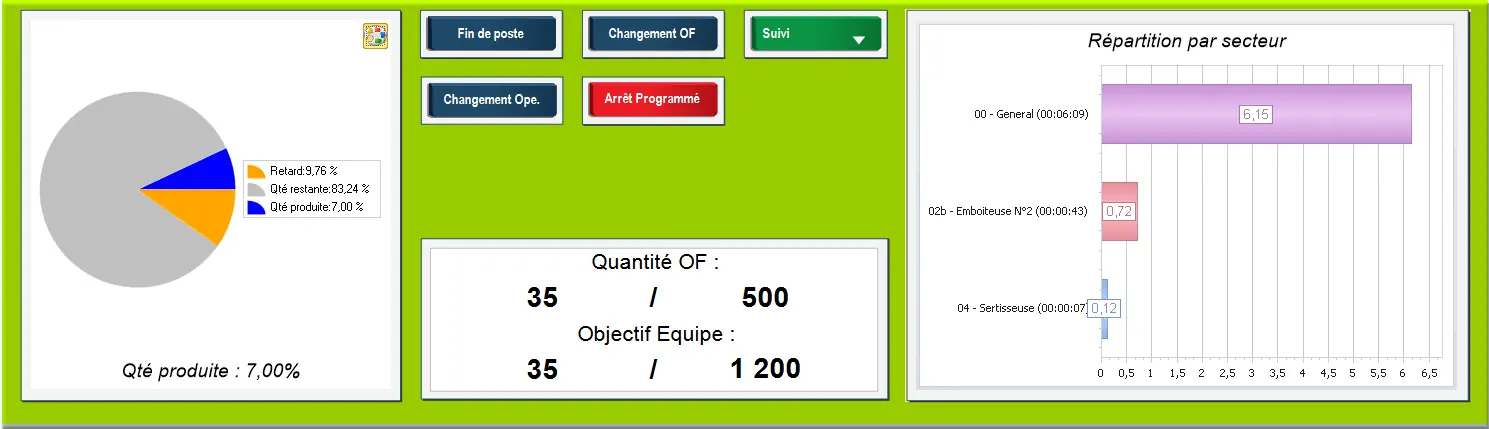
Figure 179 : Statistiques et actions
- Camembert présentant le ratio quantité produite / la quantité restante / le retard sur la ligne (le retard vient se placer par-dessus la quantité restante) ;
- Affiche l'avancement sur l'OF en cours ;
- Pareto des causes d'arrêt (temps cumulé par cause) ;
- Actions accessibles :
- Fin de poste : Lorsque la production est en cours, ce bouton permet de marquer la fin de la production ;
- Changement d'OF sur une même production ;
- Changement de responsable de la ligne possible ;
- Arrêt programmé uniquement accessible lors d'un arrêt involontaire de la production ;
- Suivi présente plusieurs options visibles dans la capture qui suit.
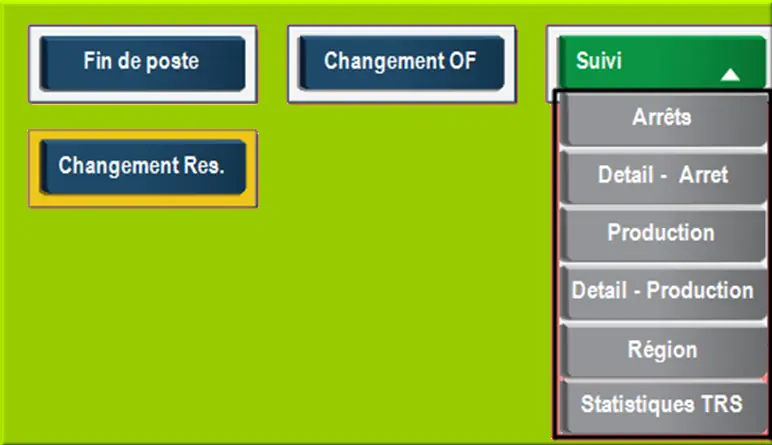
Figure 180 : Pop-up accessible depuis le suivi
Le bouton Arrêts permet d'accéder au pop-up Suivi des Arrêt de la journée - Ligne Bouteilles :
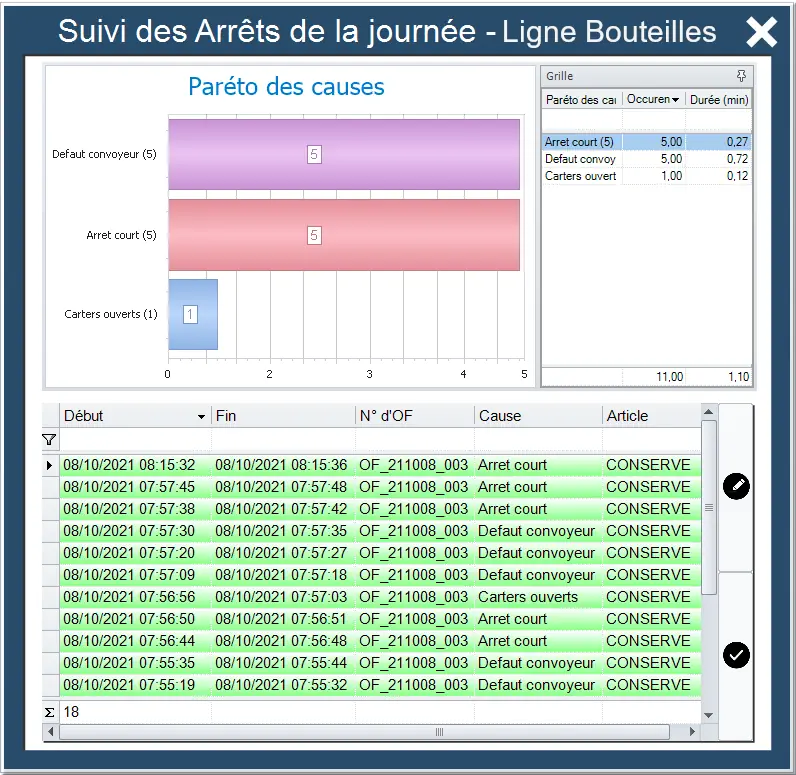
Figure 181 : Pop-up arrêts journée
L'histogramme en partie haute affiche le pareto des causes, c’est-à-dire le top des causes les plus récurrentes avec sur les barres le nombre d'occurrences. La grille en haut à droite affiche le pareto sous forme de grille avec en complément la durée cumulée pour chacune des causes.
La partie basse du graphique présente des détails sur l'article ou encore l'OF concerné par ces arrêts.
Le bouton Détail - Arrêt est un raccourci vers le Suivi des arrêts permettant d'afficher un maximum de détails :
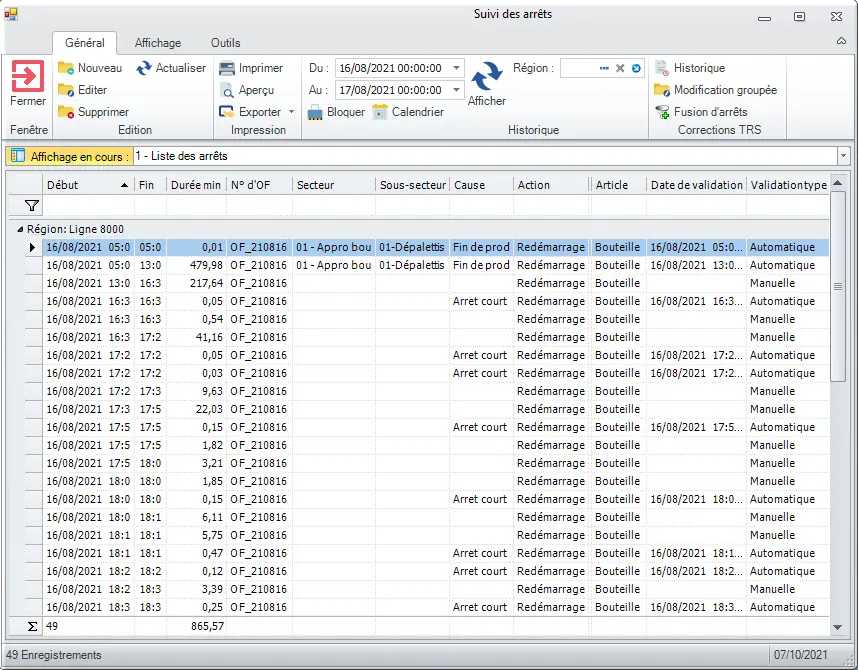
Figure 182 : Détail Suivi des arrêts
Colonne 09 : Responsable : ""
Colonne 11 : Mode de production : ""Colonne 14 : Efficacité : Inconnue
Ce bouton est accessible également par le menu Lina.
Le bouton Production permet d'accéder au pop-up sur la production.
Le bouton Détail - Production donne le détail de la production.
Les boutons Région et Statistiques TRS permettent d'accéder respectivement aux entrées de menu suivantes Tableau de bord et statistiques TRS.
4.1.2 Utilisation courante
4.1.2.1 Début de poste
Le début de poste matérialise le début de production par une équipe donnée.
Dans Hypervision Ligne Bouteilles :
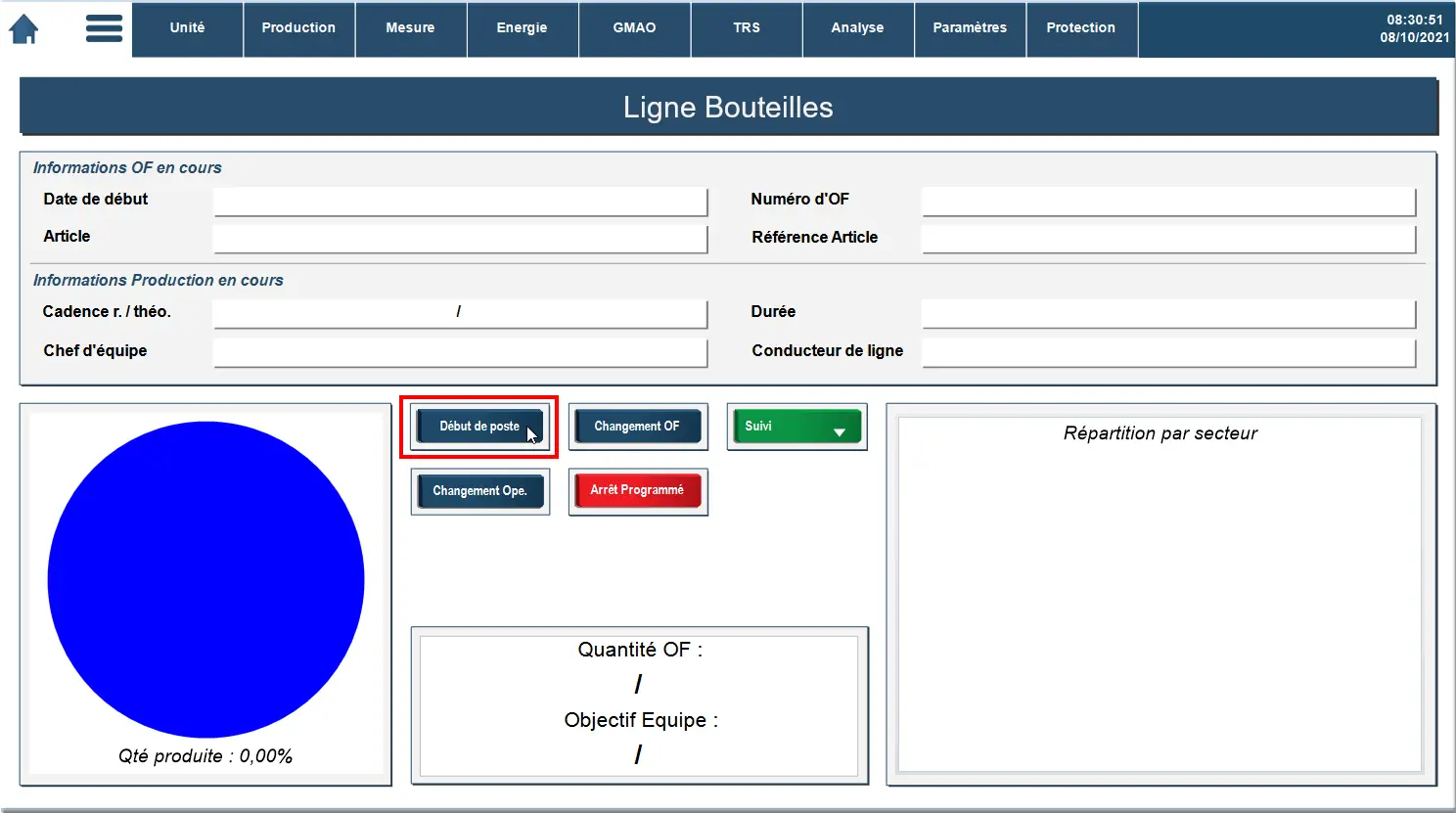
- Clic Début de poste.
Dans LIGNE E : Démarrage de production :
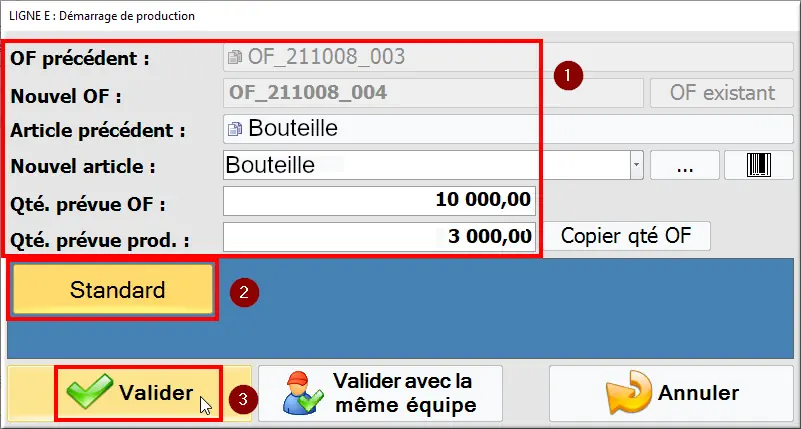
Figure 184 : Saisie Démarrage production
- Informations sur la production précédente et saisie des informations de la production suivante ;
- Sélection de type d'OF ;
- Clic ✓ Valider.
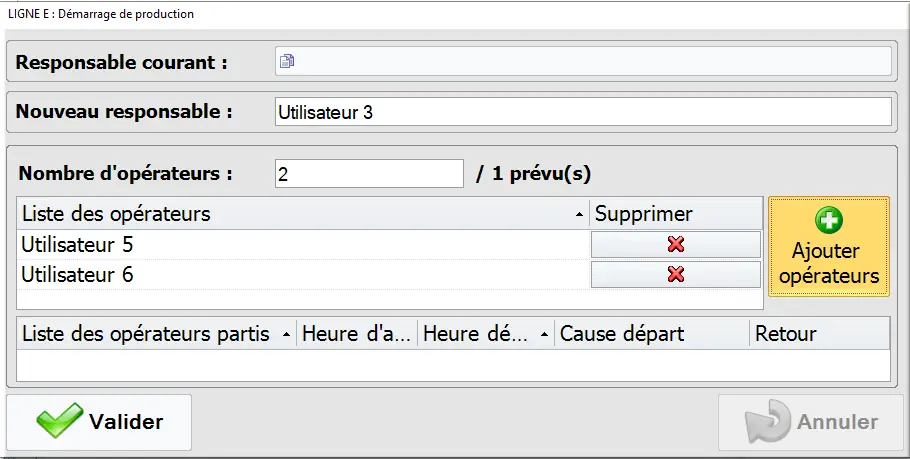
Figure 185 : Configuration de l'équipe
L’écran LIGNE E : Démarrage de production permet de constituer l'équipe de production : responsable et opérateurs. Les listes disponibles de salariés sont configurées comme expliquées au paragraphe Référentiel : Salariés.
Une fois le début de poste lancé, la couleur de fond passe au vert.
4.1.2.2 Changement d'opérateurs
Lorsqu'un opérateur sort de la ligne de production pour cause de blessure par exemple, l'évènement peut être tracé via l'action "Changement d'opérateur".
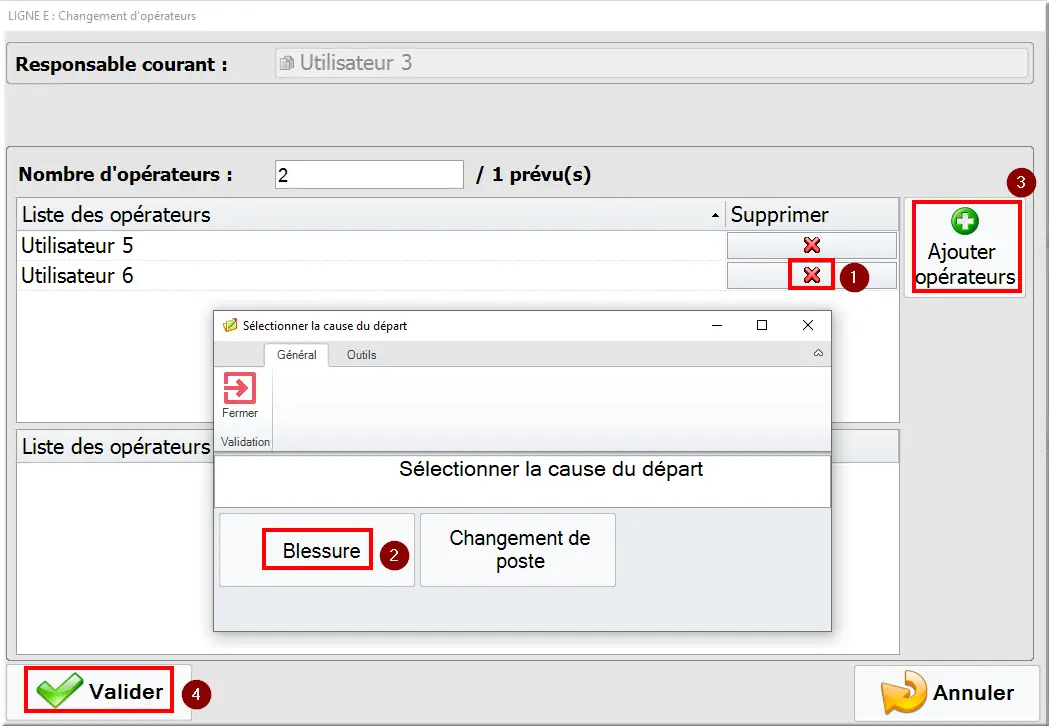
Figure 186 : Départ d'un opérateur
- Supprimer un opérateur ;
- Sélection de la cause du départ ;
- Ajout de l'opérateur remplaçant ;
- Clic ✓ Valider.
4.1.2.3 Arrêt de la ligne
Lorsque la ligne de production est arrêtée, nous avons vu que la couleur de fond passait à rouge :
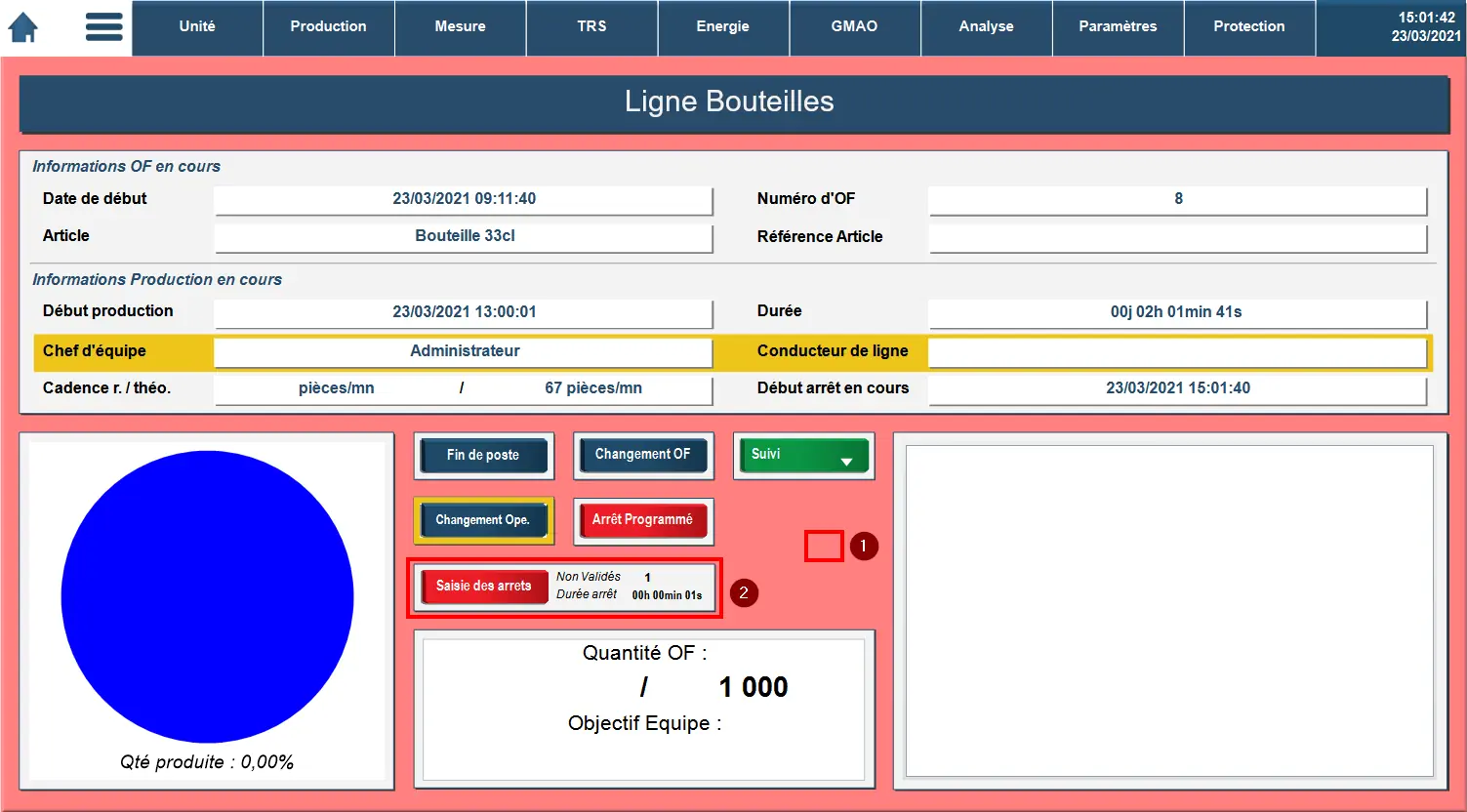
Figure 187 : Arrêt en cours
- Arrêt en cours matérialisé par un fond rouge ;
- À la droite du btn rouge "Saisie des arrets" :
Non validés : 1. Le nombre d'arrêt non validés est alors mis à jour.
Durée arrêt : 00h 00min 01s est comptabilisé.
4.1.2.4 Saisie de l'arrêt
Dans Hypervision Ligne Bouteilles :
- Clic btn rouge "Saisie des arrets".
Dans Hypervision Ligne Bouteilles : Validation des arrêts, la grille liste l'ensemble des arrêts non validés :
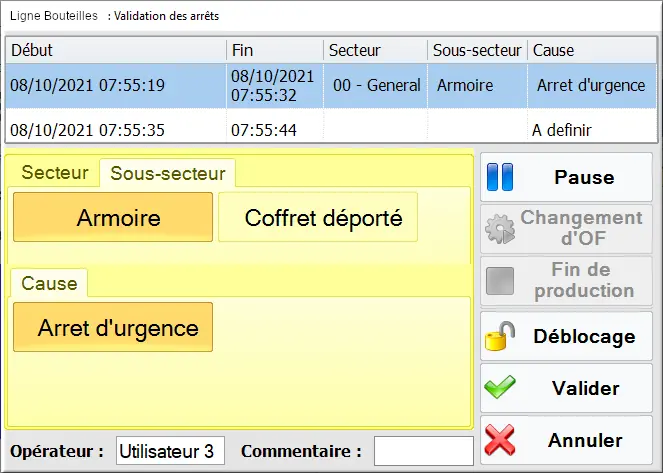
Figure 188 : Saisie d'un arrêt
Que ce soit lors d'un arrêt en cours ou lors de la reprise de production avec 1 ou plusieurs arrêts non validés, le bouton ✓ Valider des arrêts est alors accessible entre 🔓 Déblocage et ❌ Annuler.
Dans le 2e onglet Sous-secteur sur fond jaune :
- Saisir la Cause "Arret d'urgence". La dernière colonne "Cause" est mise à jour dans la grille.
4.1.2.5 Arrêt programmé
L'arrêt programmé peut être saisi uniquement lorsqu'il y a un arrêt en cours.
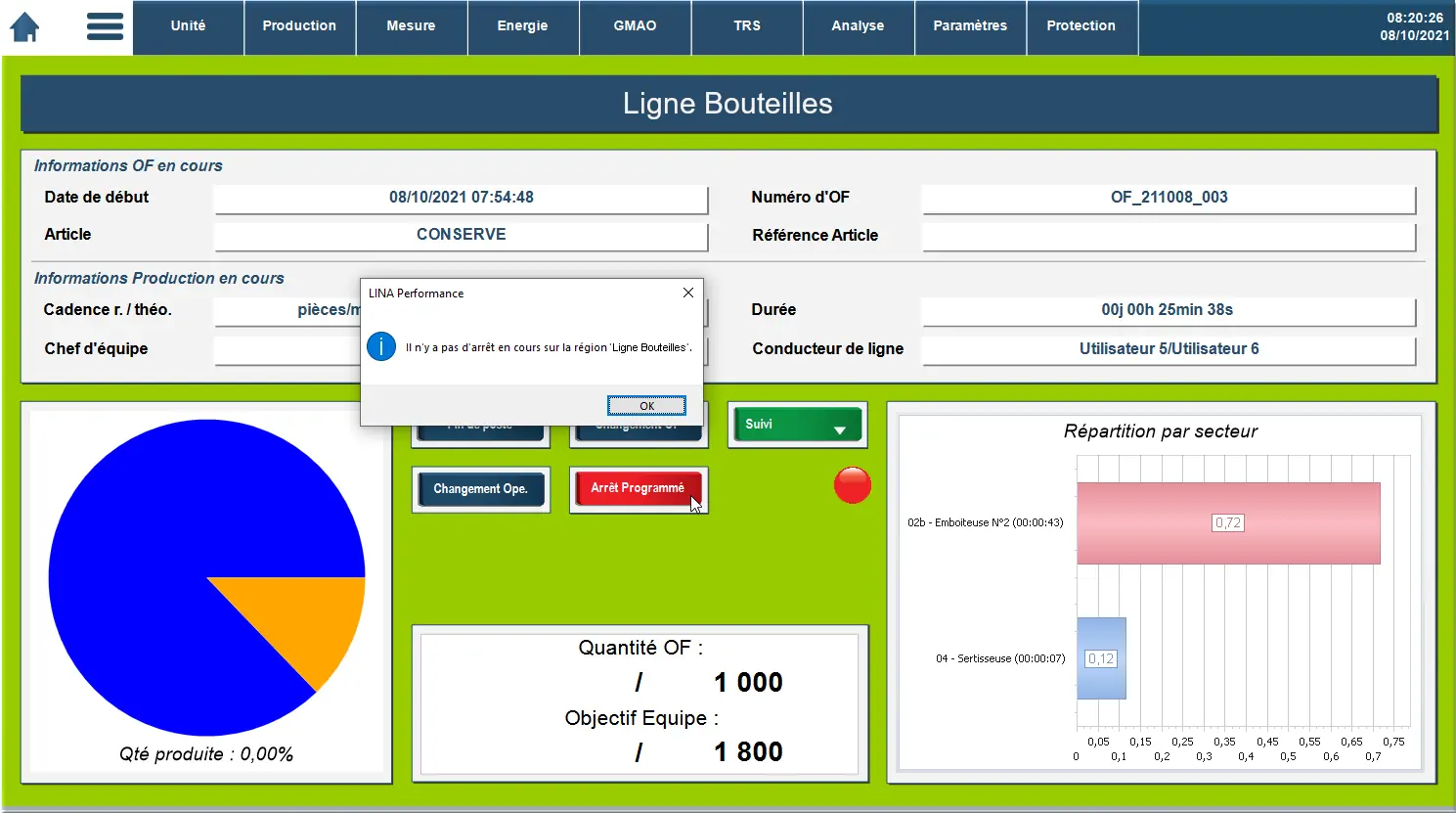
Figure 189 : Pas d'arrêt en cours sur la région
Le message "Il n’y a pas d’arrêt en cours sur la région Ligne Bouteille." s'affiche s'il n'y a pas d'arrêt en cours.
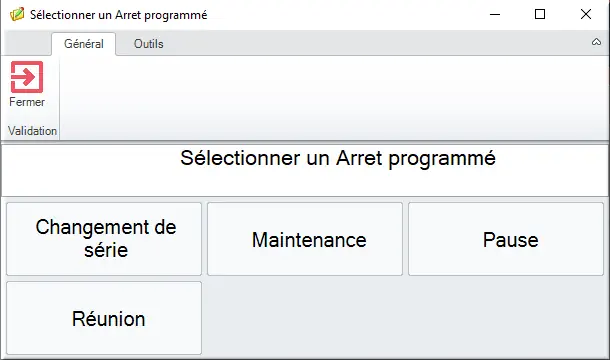
Figure 190 : Sélection d'un arrêt programmé
Après sélection de l'arrêt programmé "Maintenance", l'écran suivant s'ouvre :
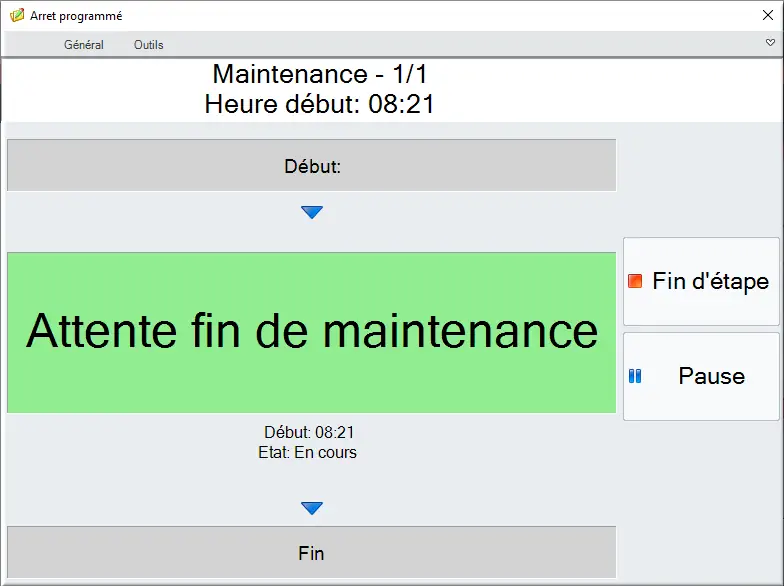
Figure 191 : Arrêt programmé maintenance
L'écran décompte sur le temps paramétré pour l'arrêt programmé, les actions accessibles sont Fin d'étape et Pause.
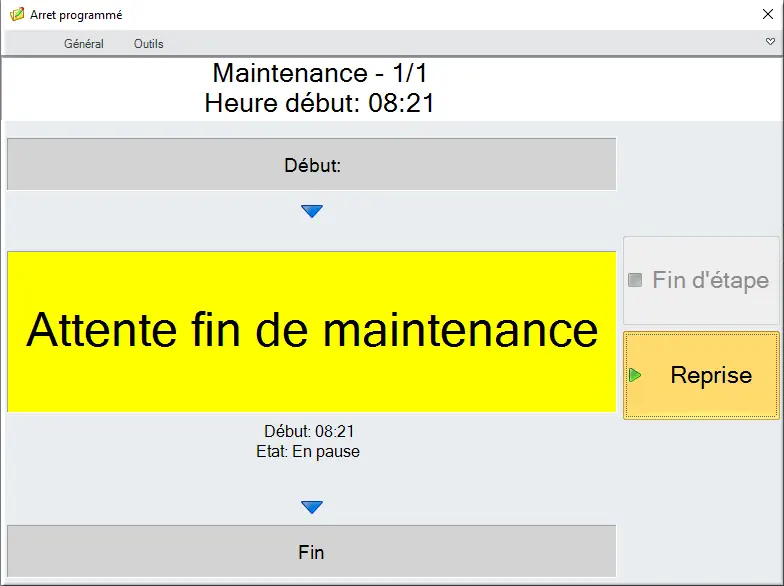
Figure 192 : Pause sur un arrêt programmé
Le temps n'est plus décompté et l'état en pause est affiché, l'opérateur a la possibilité de reprendre à tout moment son opération de maintenance.
Figure 193 : Commenter la reprise maintenance
Lorsque l'opérateur fait la reprise de l'étape de maintenance, il a la possibilité de saisir ou non un commentaire.
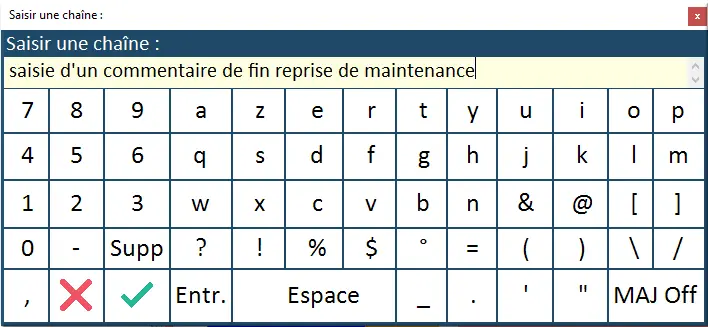
Figure 194 : Saisie d'un commentaire
Saisir la chaîne : saisie d’un commentaire de fin reprise de maintenance
4.1.2.6 Changement d'OF
Le changement d'OF peut s'effectuer directement depuis le bouton disponible sur l'Hypervision LIGNE E :
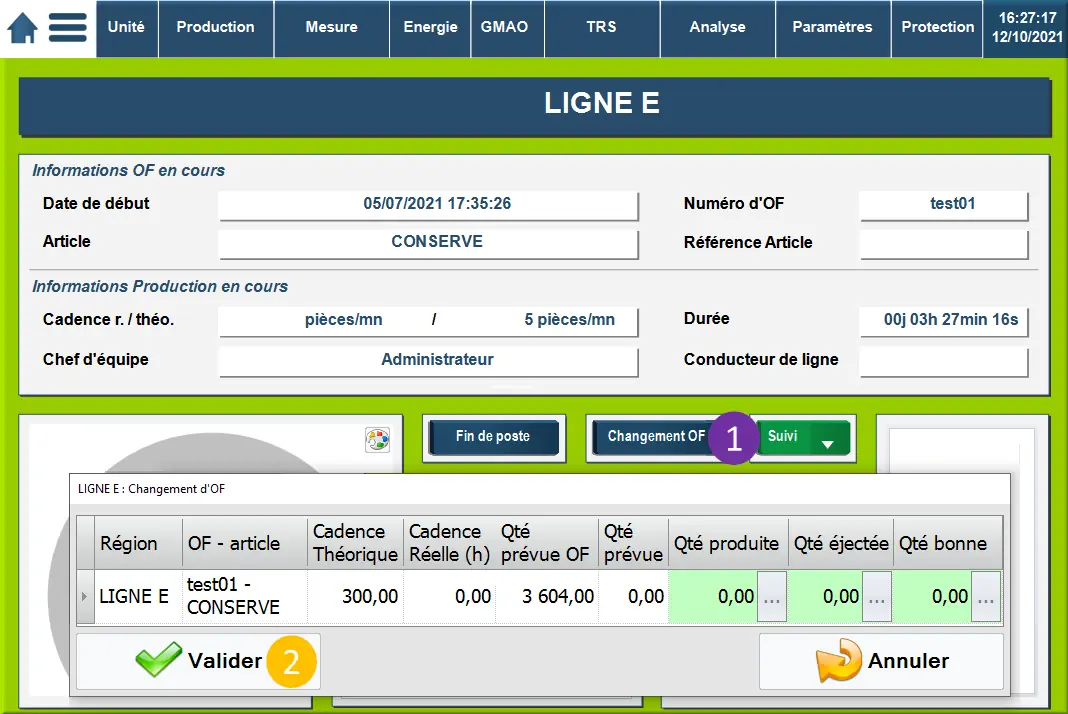
Figure 195 : Hyperv Changement OF
- Clic Changement OF ;
- Clic ✓ Valider.
Dans LIGNE E : Changement d’OF
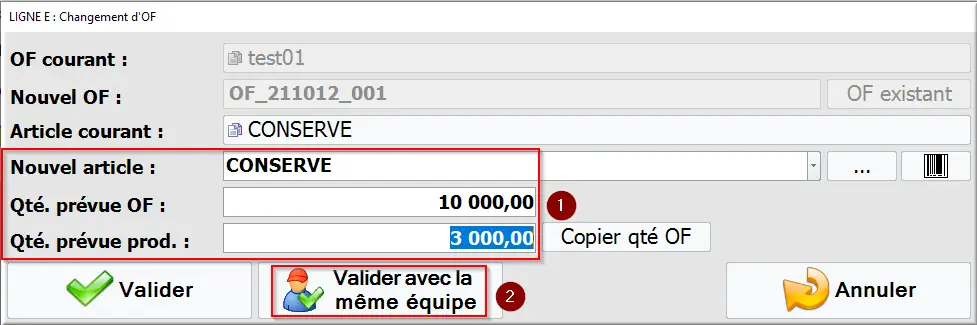
Figure 196 : Changement OF CONSERVE
- Nouvel article : CONSERVE. Qté. prévue OF : 10000. Qté. prévue prod. : 3000. Saisie infos sur le nouvel OF ;
- Clic ✓ Valider avec la même équipe que pour le précédent OF.